400 099 7576
400 099 7576
 2020-10-30
2020-10-30
The ultimate goal of metallographic sample preparation is to prepare a flat mirror surface for observation after corrosion or direct observation.
If cutting and inlaying are the preliminary steps of sample preparation, then grinding and polishing are the most important steps in the sample preparation process. Friends who are fortunate enough to avoid the cutting and inlaying processes should be more cautious and careful in the grinding and polishing stage, otherwise they will fail.
Grinding and polishing are actually divided into two stages: flattening and polishing. During the cutting process of the sample, due to the high-speed rotation and impact of the saw blade, the front surface of the cut surface has a certain degree of material deformation and burns, and the surface formed by the cut marks is rough and uneven. The so-called flattening is to quickly remove the surface of the material from the rough surface of the cut through a large-grain abrasive to obtain a flat fresh surface, providing a basis for subsequent polishing. Generally speaking, the abrasive diameter in the flattening stage is more than 100 microns, so the basic scratches are naturally around 100 microns. The polishing process is to gradually reduce the size of the scratches, and finally within 1 micron, which is invisible under conventional optical magnifications, suitable for direct observation and analysis, or observation and analysis after corrosion.
It can be seen that grinding and polishing is a process of fine material surface grinding. The grinding medium has two sources, grinding disc and suspension. Especially in the initial stage of polishing, the abrasive source is the grinding disc. The grinding disc surface can be sandpaper or a grinding disc with diamond or other types of abrasives. This process can also be supplemented by suspension to enhance the grinding effect. In the later stage of polishing, the grinding disc is a different type of fabric. It does not contain abrasives itself, but can store abrasives from the suspension.
The grinding and polishing process generally has three grinding and polishing steps: rough grinding, fine grinding and polishing. For samples with higher requirements, polishing must be divided into two steps: rough polishing and fine polishing to achieve the ideal observation surface. At the end of each step, there must be a thorough cleaning process to eliminate the interference of residual abrasives from the previous process with the next process.
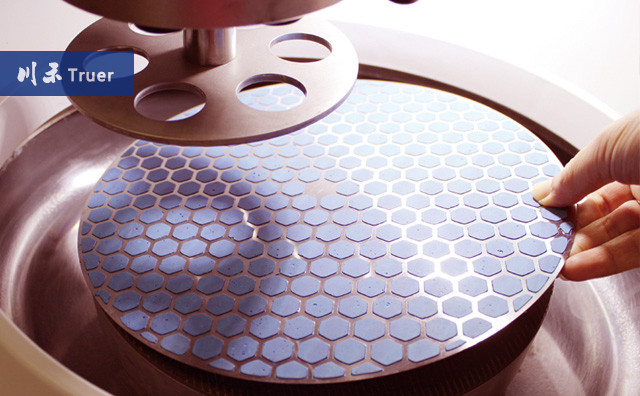
Regarding the way of sample clamping, the earliest grinding samples were mainly held by hand. The strength and direction of the hand were based on experience, and it was difficult for novices to control the sample. With the development of equipment technology, handheld samples have been gradually replaced by mechanical clamping. There are two main methods of equipment clamping, center clamping and single-point clamping. The so-called center clamping is to lock the sample on the fixture, control the speed and pressure of the fixture to achieve uniform grinding of each sample, while single-point loading is to place the sample in a single empty position, with an independent cylinder pressurizing from above, and the hole position fixture is to drag the sample on the surface of the grinding disc for grinding. The advantage of center loading is that the grinding sample is consistent and uniform, but it cannot be disassembled midway, and the grinding progress is observed under a microscope, because the reference will be lost when disassembly. Single-point loading is more flexible, and the grinding progress can be observed microscopically at any time, but because the single-point fixture fails to fix the sample, the flatness and consistency of the sample are poor. The best way is to grind to 1-3 micron attachment with center loading, and then switch to single-point loading mode. Of course, such an operation mode requires the device to support both single-point loading and center loading modes.

Regarding grinding discs, sandpapers of different grain sizes were used in the early days, but sandpaper is disposable, which is wasteful and not environmentally friendly. Flannel cloth is used for polishing. With the development of consumables technology, diamond grinding discs have gradually appeared. Grinding discs can be used repeatedly and can also be made into magnetic back plates, so they are convenient to take and put. For polishing, discs with different fabrics have been developed, such as wool, silk, rubber, etc., which greatly expands the limitations of flannel cloth. Different disc materials are selected according to different material characteristics.
Finally, there are external abrasives. The early metallographic abrasives were hand-mixed polishing liquids, that is, abrasives such as aluminum oxide and silicon carbide were placed in a water bottle, shaken continuously, and then sprayed on the disc surface for grinding. The polishing liquid configured in this way will quickly settle and stratify, unable to break up the agglomerates, and the manual addition amount cannot be accurately controlled. These shortcomings make the polishing process too dependent on experience and luck, and cannot ensure consistency and reproducibility; modern abrasives are added through suspensions, which can ensure the content of diamonds per unit volume, and at the same time, the suspension abrasives are ensured to be discrete, and the liquid phase contains lubricating components, so such suspensions can be quantitatively filled.
In summary, there are many factors affecting the polishing process. To ensure high-quality polishing, we must quantify the variables, and all open nodes can be quantitatively controlled. For example, the equipment supports two modes: center loading and single-point loading, disk speed, gripper steering and speed, gripper projection position on the disk, loading pressure, polishing time, suspension type, filling speed, disk type at each step, etc. If the above links are quantitatively controlled, the accidental factors of successful polishing will be greatly reduced, and sample preparation will shift from dependence on people to dependence on equipment, lowering the technical entry threshold.
After the above links realize equipment control and process control, for samples of specific materials, the main task of the metallographic technician is to find the most optimized parameter combination, and then solidify it and share it with others. This process is destined to be repeated trial and error, and it is inevitable to take a lot of detours. The most labor-saving way is to outsource this work to a professional company. Domestic professional companies such as Shanghai Truer have more than ten years of experience in commissioned sample preparation, accumulated a large amount of sample preparation information, and established a special database, which can quickly obtain the best sample preparation plan.

All microscopic analyses are the accumulation and crystallization of countless details, and the same is true for metallographic analysis. Even the most insignificant errors may create obstacles for subsequent observations. Industry practitioners must be in awe and pursue perfection.
Shanghai Truer Company has been deeply involved in the metallographic testing industry for decades, and has long practiced the concept of exquisite metallography. It is a leading metallographic solution provider in China. Truer takes international giants as benchmarks, faces difficulties, concentrates on research, and overcomes key equipment and consumables that restrict the development of the industry, creating a complete metallographic industry chain that integrates equipment, consumables and sample preparation training; the company is equipped with a cutting-edge metallographic laboratory and has a team of highly qualified experts. For more than ten years, it has provided metallographic analysis and sample preparation training services to thousands of customers, and provides customized metallographic laboratory solutions.
If you have any metallographic questions, you can get in touch with them to get the information you want.

 400-099-7576
400-099-7576 021-34386739
021-34386739 021-34320902
021-34320902 13472638080 Clara Xu
13472638080 Clara Xu Third Floor,NO.299,Songqiu Road,Qingpu District,Shanghai,China
Third Floor,NO.299,Songqiu Road,Qingpu District,Shanghai,China 
Company WeChat

Personal WeChat
 沪公网安备31011802005507号
沪公网安备31011802005507号

TOP



 News
News
 Service
Service
 资料库
资料库