400 099 7576
400 099 7576
Thermal spraying technology is a method of using a heat source to heat the spray material to a melted or semi-melted state, and spraying and depositing it onto a pre-processing substrate at a certain speed to form a coating, with the purpose of giving the substrate surface special functions. The overall strength of the part is provided by the substrate, while the coating significantly improves its surface quality, such as corrosion resistance, wear resistance, and heat resistance. Therefore, thermal spray coating technology is widely used in the aerospace industry and power generation industry, such as the re-polishing of jet engines, gas turbines, compressors, and pump parts.
Metallographic inspection of spray coatings includes predictions of porosity, oxide and unmelted particle content, and adhesion to the substrate.
Key points in sample preparation:
1、Cutting
Because of improper specimen clamping or the use of relatively rough cutting discs, the cutting speed is too fast, which causes cracks in the coating and peeling of the substrate.。
In the case of very thin coatings, we usually choose cutting wheels according to the substrate material. Because rigid cutting discs may drag out brittle particles of the coating, it is recommended to use a loose adhesive (soft). If the ceramic coating is very thick and dense, a resin-bonded diamond cutting wheel can be used. When cutting workpieces instead of specimens (such as specimens used for failure analysis), it is very important to ensure that the workpiece is clamped into the cutting machine in the following way: the cutting direction of the cutting wheel is from the coating to the substrate, rather than from the substrate to the coating. Because the coating adhesive is mainly mechanically bonded, it may be peeled off from the substrate due to the pulling action of the grinding wheel. In particular, for fragile or thin coatings, it is necessary to first vacuum impregnate them with cold mounting epoxy resin, then cut micro sections and re-mount them for grinding and polishing. In this way, it can be ensured that the support effect on the coating is maximized during the cutting process.
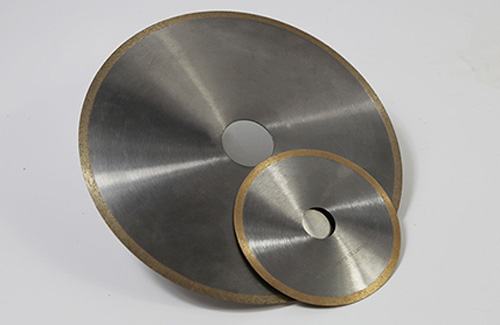

Resin Diamond Cutting Disc Alumina resin cutting disc
2、Mounting
Since thermal spray coatings are usually pressure sensitive, cold mounting is recommended.
Generally, vacuum impregnation with epoxy resin (MC001/MC0011) is recommended for all coatings. The impregnation depth varies with the porosity and the degree of interconnection between the pores. Porous coatings are easier to impregnate than dense coatings.


VacFill-9 Vacuum Cold Mounting Machine MC001 Epoxy Kit
3、Grinding & Polishing
Metallographic examination of spray coatings includes prediction of porosity, oxide and unmelted particle content, and adhesion to the substrate, etc. If the grinding and polishing process is not correct, it will affect the assessment of the true porosity, so it is necessary to automatically prepare the samples to obtain reproducible results.
For coarse grinding, use fine sandpaper with good uniformity as much as possible to avoid artificial pores due to the breakage of brittle coating particles. To maintain flatness, it is recommended to use diamond on composite fine grinding disc for fine grinding.
It is recommended to use GD-Har composite fine grinding disc for ceramic coatings ;
It is recommended to use GD-Sof composite fine grinding disc for metal coatings .

Complete polishing with PCC acetate cloth or PCS silk cloth, which has low rebound, can maintain the flatness of the sample and ensure the removal of contaminated metal. Metal coatings can be fine-polished on rubber cloth using 1μm diamond or OS001-JP aluminum oxide fine polishing liquid 0.05 μm. It is not recommended to use silica gel suspension SiS001-JP silica fine polishing liquid 0.04 μm to polish metal spray coatings because it will form many surface irregularities. However, because SiS001-JP silica fine polishing liquid 0.04 μm can form a sharp contrast in structure, it is suitable for final polishing of ceramic coatings.


OS001-JPAlumina Polishing Liquid 0.05 SiS001-JPSilica Polishing Liquid 0.04
PCC Acetate Satin Polishing Cloth PCSSilk Satin Polishing Cloth
.png)
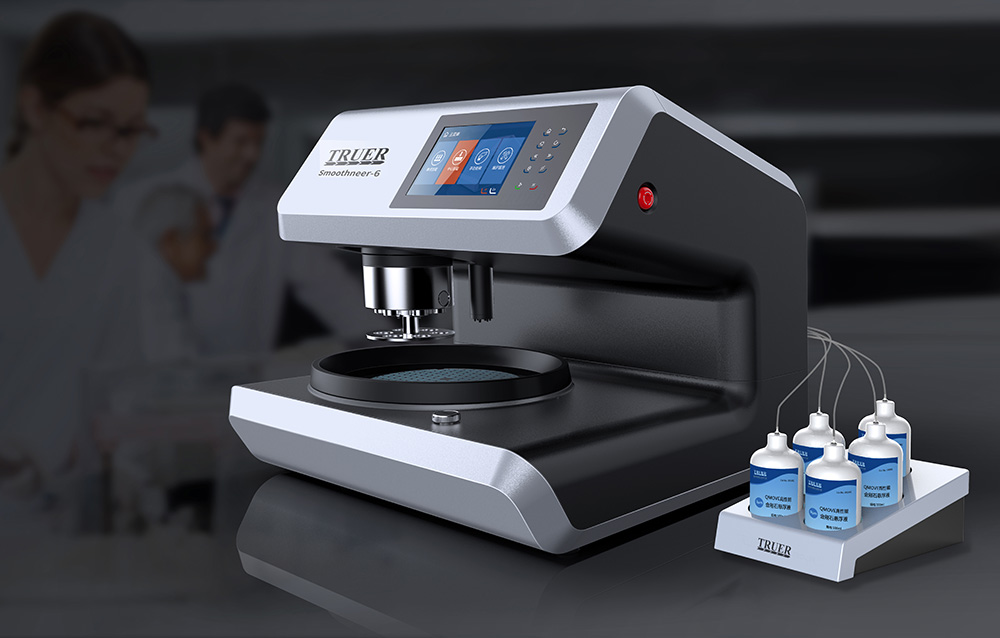
The above recommended parameters are taken from: Preparation method of 30 mm alumina thermal spray coating on 250 mm working plate on automatic grinding and polishing machine Smoothneer-6.
Organization Appreciation
.png)
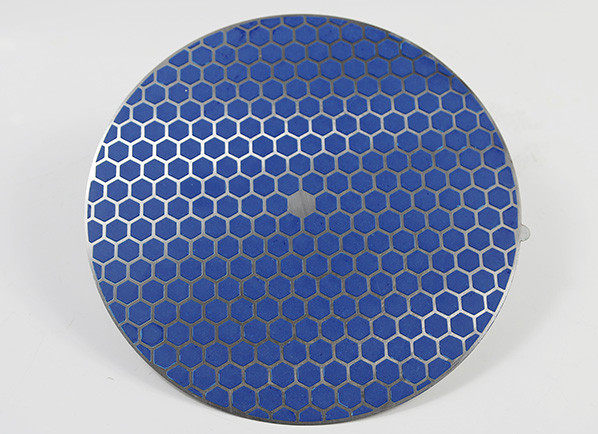
Ceramic spray coating photographed with 100X MTF-300 upright microscope


 400-099-7576
400-099-7576 021-34386739
021-34386739 021-34320902
021-34320902 13472638080 Clara Xu
13472638080 Clara Xu Third Floor,NO.299,Songqiu Road,Qingpu District,Shanghai,China
Third Floor,NO.299,Songqiu Road,Qingpu District,Shanghai,China 
Company WeChat

Personal WeChat
 沪公网安备31011802005507号
沪公网安备31011802005507号

TOP



 News
News
 Service
Service
 资料库
资料库