400 099 7576
400 099 7576
Aerospace industry, such as the manufacture of wings and fuselages
Shipbuilding and navigation industry, such as the manufacture of decks and deck superstructure plates
Land transportation and automobile industry
Welding metallography mainly inspects the structure of welded joints. Welded joints are composed of three parts: weld metal (referred to as weld), heat-affected zone of parent material and non-heat-affected zone of parent material. Since the structures of the three zones on the welded joint are different, metallographic inspections should be carried out separately.
Key points in sample preparation:
1、Cutting
In order to avoid changes in the micro-structure and properties of the welded parts caused by thermal damage, any type of thermal damage must be avoided during the cutting process. In order to minimize the deformation caused by cutting and avoid thermal damage to the cut surface, it is very important to take the following measures
Suitable cutting disc
Suitable feed speed
Cutting cooling in place


Silicon carbide resin cutting disc Cutting cooling lubricant
2、Mounting
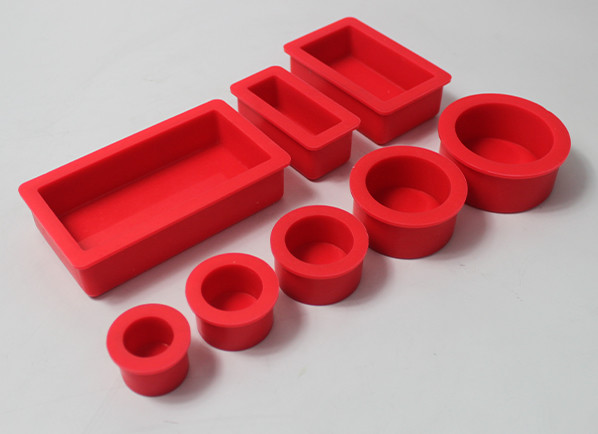
Depending on the welding materials and flux, cold mounting is used for materials that are sensitive to pressure and temperature. Otherwise, hot mounting can be used to ensure better mounting quality. For mounting of larger welded parts, the silicone cold mounting mold of Truer can be used, which has an inner diameter capacity of L*W*H: 100x50x22mm.

.jpg)
MC003 Vacuum-free Clear Cold Mounting Kit
3、Grinding and polishing
Due to phase changes during welding or due to the presence of different metals in the welding parts, welding parts specimens may have wide differences in material hardness. The weld metal may contain harder precipitates or some inherent welding defects. Therefore, it is very important to use appropriate preparation methods to ensure that the micro-structure has minimal protrusions and maintains all the basic elements of the micro-structure. In this case, it is best to use automatic or semi-automatic preparation equipment because it can ensure polishing consistency and repeatability, thereby ensuring the accuracy of micro-structural analysis.
The following are several common metallographic preparation methods for welding materials:
1、Low-carbon structural welding parts
|
The step of grinding & polishing |
Coarse Grinding |
Fine Grinding |
Diamond Coarse Polishing |
Diamond Coarse Polishing |
Diamond Final Polishing |
|
|
1 |
Surface |
PCM canvas |
PCY Wool fabric |
PCV Red Short velvet |
||
|
2 |
Abrasive Granularity |
220# |
|
9μm |
3μm |
1μm |
|
3 |
Polishing/ Lubricant |
water |
water |
|||
|
4 |
Pressure |
35N |
30N |
25N |
25N |
20N |
|
5 |
Rotation Speed |
300 |
300 |
150 |
150 |
150 |
|
6 |
Time/min. |
2 |
4 |
2 |
3~5 |
2~3 |
2、Stainless steel welded parts
|
The step of grinding & polishing |
Coarse Grinding |
Fine Grinding |
Diamond Coarse Polishing |
Diamond Coarse Polishing |
Diamond Final Polishing |
|
|
1 |
Surface |
SiC sandpaper |
PCM canvas |
PCC acetic acid |
PCE Long velvet |
|
|
2 |
Abrasive Granularity |
320# |
|
9μm |
3μm |
1μm |
|
3 |
Polishing/ Lubricant |
water |
water |
|||
|
4 |
Pressure |
30N |
30N |
25N |
25N |
20N |
|
5 |
Rotation Speed |
300 |
300 |
150 |
150 |
150 |
|
6 |
Time/min. |
2 |
4 |
2 |
3~5 |
2~3 |
3、Titanium and titanium alloy welded parts
|
The step of grinding & polishing |
Coarse Grinding |
Fine Grinding |
Diamond Coarse Polishing |
Diamond Coarse Polishing |
Diamond Final Polishing |
|
|
1 |
Surface |
SiC sandpaper |
SiC sandpaper |
PCY Wool fabric |
PCE Long velvet |
|
|
2 |
Abrasive Granularity |
320# |
800#、1200#、4000# |
3μm |
1μm |
0.04μm |
|
3 |
Polishing/ Lubricant |
水 |
水 |
|||
|
4 |
Pressure |
30N |
25N |
25N |
20N |
15N |
|
5 |
Rotation Speed |
300 |
300 |
150 |
150 |
150 |
|
6 |
Time/min. |
1 |
2 |
3~5 |
2~3 |
2~5 |
The above recommended parameters are taken from: Preparation method of 30 mm Ø welding sample with 250 mm Ø working plate on automatic grinding and polishing machine Smoothneer-6.
Etching
The macroscopic cross section after etching can identify the metal boundary of the weld, the heat-affected zone, the fusion boundary, the grain growth, each pass of the multi-pass weld, and welding defects such as cracks, pores, holes, incomplete penetration and lack of penetration.
Appendix: Names, compositions and uses of commonly used etchants for welds
|
No |
Name |
composition |
Usage Range |
Remark |
|
1 |
4% nitric acid aqueous solution |
Nitric acid: water (volume ratio |
Carbon steel, low alloy steelcarburized parts, welded parts |
When preparing the etchant, it isnecessary to add the components strictly according to the order of theomponents.In hot summer, it is besto prepare it in a cold water bath toavoid excessive reaction when addingthe chemical test cobalt-based |
|
2 |
Ferric chloride hydrochloric acid aqueoussolution |
Ferric chloride: hydrochloric |
Welding of stainless steel, R45HK40 and other heat-resistantsteel, copper and copper alloys |
|
|
3 |
Oxalic acid aqueous solution |
Oxalic acid: water (10g:100mL) |
Stainless steel, crMnN, Ni7N.HK40, R45,C25Ni20 and otheheat-resistant steel welding |
|
|
4 |
Picric acid hydrochloric acid alcohol solution |
Picric acid: hydrochloric acid:alcohol |
High carbon and highchromium wear-resistantmaterial surfacing layer |
Organization Appreciation
.png)
Brass + Copper and Silver Welding Rod 50X Before Corrosion
.jpg)
Chip solder joint length measurement 200X
.jpg)
316L stainless steel + nickel-based alloy + silver welding rod 200X
*The above pictures may not be reproduced without permission, otherwise legal liability will be pursued.


 400-099-7576
400-099-7576 021-34386739
021-34386739 021-34320902
021-34320902 13472638080 Clara Xu
13472638080 Clara Xu Third Floor,NO.299,Songqiu Road,Qingpu District,Shanghai,China
Third Floor,NO.299,Songqiu Road,Qingpu District,Shanghai,China 
Company WeChat

Personal WeChat
 沪公网安备31011802005507号
沪公网安备31011802005507号

TOP



 News
News
 Service
Service
 资料库
资料库