




 2020-10-30
2020-10-30
金相制样是一门技术活,需要制样员对了解目标材料的基本状况,例如材料的硬度强度等力学性能指标,重点观察的部位,以及目标材料的禁忌要求。然后才能依据这些特点,制定恰当的制样工序。

一般来说,金相制样包括切割,镶嵌和磨抛三大步骤。顾名思义:
切割是分切原始样品,获取最具代表性的目标分析面。
镶嵌则是将切割后的样品放入填埋树脂内,形成标准的样品便于后续磨抛处理。
磨抛是把目标分析面平整化处理,消除划痕,便于后期显微观测使用。
切割是制样的初始步骤,直接决定制样能否成功。切割的基本要求如下:
1. 制定可靠的装夹方案。
2. 选择合适的切割片。
3. 设定合适的切割参数。
制定装夹方案
l 根据无论平推夹具的水平装夹,还是手指夹具的竖直装夹,尽可能选择较大的叫平整的面作为承压面,这样才能保证装夹受力稳固。
l 切割片落点尽量避开曲面,因为切割片有一定的变形能力,曲面会诱导切割方向走偏,走偏的割缝进而加重锯片偏离,使切割片碎裂,甚至切伤工作台。
l 预判切割终结时刻零件是否失稳,如果失稳则会二次伤害切割表面,甚至打碎锯片。特别是两端装夹的零件。
选择合适切割片
l 根据材料的硬度,选择切割片的类型,如氧化铝,碳化硅,氮化硼以及金刚石。
l 检查切割片状态,特别是重复使用的切割片,需要检查外缘是否有崩缺等,并估算新的锯片直径能否覆盖预期的切割范围,如果外径减小较多,还需要考虑是否需要调整转速来补偿实际线速度。

设定切割参数
l 根据目标材料的类型和硬度,结合切割片的有效直接,计算切割线速度,设定转速。
l 设定切入角度:如果是手动切割,那么最好调整工作台位置,使大部分切割部位处于45°附件。
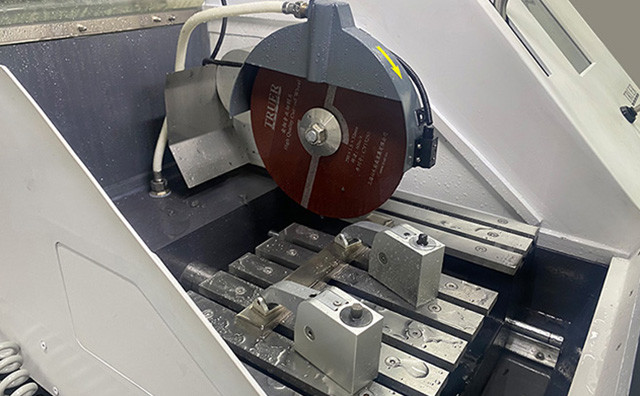
l 设定进给方式:如果是自动切割,需要设定合适的进给速度和距离,尽量选择较低进给速度,保证样品不会被烧坏;对于高硬度高强度样品,则要考虑激活智能切割功能,即切割功率自适应锯片转速,防止烧伤样品和打碎锯片。
.jpg)
切割完成后要检查带分析面是否平整,有无烧损。清洗烘干后转入下道工序。
工欲善其事必先利其器,性能可靠、功能强大的切割设备是切割的基本前提;丰富的装夹工具、切割片类型以及切割冷却液品种都是切割的重要保障;最后再结合娴熟的经验技巧,就能得到理想的切割样品。
如果您在金相制样中有任何苦恼,不妨咨询上海川禾公司的专业金相师,或者委托他们制样,川禾公司拥有十多年的对完分析经验,处理了数以千计的疑难案例,相信对您会有帮助。
上海川禾实业发展有限公司作为国内专业的金相方案供应商,以国际巨头为标杆,直面难题、潜心研究,攻克制约行业发展的关键设备和耗材,打造了融合设备、耗材和制样培训的金相完整产业链;公司配备尖端金相实验室,拥有高素质的专家团队,十多年来为数以千计的客户提供金相分析和制样培训服务,并提供量身定制的金相实验室方案。

 沪公网安备31011802005507号
沪公网安备31011802005507号

TOP
 400 099 7576
400 099 7576


 新闻
新闻
 服务
服务
 资料库
资料库





























 400 099 7576
400 099 7576
 400-099-7576
400-099-7576 021-34686739
021-34686739 021-34320902
021-34320902 13472638080 徐经理
13472638080 徐经理 中国 上海青浦 崧秋路299号3楼
中国 上海青浦 崧秋路299号3楼

