





航空航天业,如机翼和机身的制造
造船与航海工业,如甲板及甲板上部结构用板的制造
陆路运输与汽车工业
焊接金相主要检验焊接接头的组织。焊接接头由焊缝金属(简称焊缝)、母材受热影响区及母材未受热影响区三部分构成。由于焊接接头上三个区的组织不同,故应分别进行金相检验。
制样中的要点:
1、切割
为避免热损伤带来的焊接部位的显微结构和性能的改变,在切割过程中必须避免引入任何类型的热损伤。为了将切割造成的变形降至最低且避免对切割表面造成热损伤,采取以下措施非常重要
合适的切割片
合适的进给速度
切割冷却到位


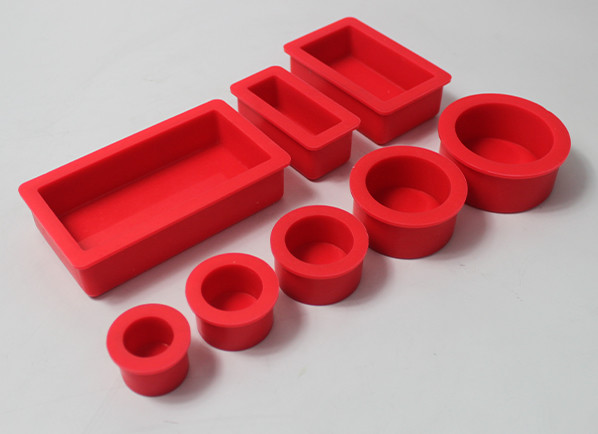
2、镶嵌
根据焊接材料及焊剂的不同,对压力和温度敏感的材料选用冷镶的方式,否则可以选择热镶嵌,保证更好的镶嵌质量,对于较大焊接件截面的镶嵌,可以选用川禾Truer的硅胶冷镶嵌模具,拥有LxWxH:100x50x22mm的内径容量。

.jpg)
3、磨抛
由于在焊接过程中发生相变或由于焊接件中含有不同金属等原因,焊接件试样可能会在材料硬度方面存在广泛的差异。焊接金属有可能会包含较硬的析出相或某些固有的焊接缺陷。因此,采用合适的制备方法以确保显微组织的浮突最小并保持所有的显微组织基本元素非常重要。在这种情况下,最好采用自动或半自动制备设备,因为可保证提供抛光一致性及可重复性,从而保证显微组织分析的精确性。
以下为常见的几种焊接材料的金相制备方法:
1、低碳结构焊接件
|
磨抛步骤 |
粗磨 |
精磨 |
金刚石粗抛 |
金刚石粗抛 |
金刚石精抛 |
|
|
1 |
表面 |
|||||
|
2 |
磨粒粒度 |
220# |
|
9μm |
3μm |
1μm |
|
3 |
抛光/润滑液 |
水 |
水 |
|||
|
4 |
压力 |
35N |
30N |
25N |
25N |
20N |
|
5 |
转速 |
300 |
300 |
150 |
150 |
150 |
|
6 |
时间 |
2 |
4 |
2 |
3~5 |
2~3 |
2、不锈钢焊接件
|
磨抛步骤 |
粗磨 |
精磨 |
金刚石粗抛 |
金刚石粗抛 |
金刚石精抛 |
|
|
1 |
表面 |
|||||
|
2 |
磨粒粒度 |
320# |
|
9μm |
3μm |
1μm |
|
3 |
抛光/润滑液 |
水 |
水 |
|||
|
4 |
压力 |
30N |
30N |
25N |
25N |
20N |
|
5 |
转速 |
300 |
300 |
150 |
150 |
150 |
|
6 |
时间 |
2 |
4 |
2 |
3~5 |
2~3 |
3、钛及钛合金焊接件
|
磨抛步骤 |
粗磨 |
精磨 |
金刚石粗抛 |
金刚石精抛 |
金刚石终抛/氧化物抛光 |
|
|
1 |
表面 |
|||||
|
2 |
磨粒粒度 |
320# |
800#、1200#、4000# |
3μm |
1μm |
0.04μm |
|
3 |
抛光/润滑液 |
水 |
水 |
|||
|
4 |
压力 |
30N |
25N |
25N |
20N |
15N |
|
5 |
转速 |
300 |
300 |
150 |
150 |
150 |
|
6 |
时间 |
1 |
2 |
3~5 |
2~3 |
2~5 |
以上推荐参数取自:自动磨抛机Smoothneer-6 上Ф250 mm 工作盘的Ф30 mm 的焊接样件的制备方法。
通过浸蚀后的宏观截面可鉴定出焊接件金属的边界、热影响区、熔合边界、晶粒生长、多道焊接中的每一道,以及诸如裂纹、气孔、孔洞、不完全焊透及未熔穿等焊接缺陷。
附表:焊接件常用浸蚀剂的名称、组成和用途
|
序号 |
名称 |
组成 |
应用范围 |
备注 |
|
1 |
4%硝酸水溶液 |
硝酸:水(体积比4:100) |
碳钢、低合金钢、渗碳件焊接件及堆焊层 |
浸蚀剂配制时需严格按组分及组分次序加入。炎热夏天时最好在冷水浴中配制,以免化学试钴基材料堆焊层 剂加入时反应过分剧烈 |
|
2 |
氯化高铁盐酸水溶液 |
氯化高铁:盐酸:水 |
不锈钢、R45、HK40等耐热钢、铜及铜合金焊接 |
|
|
3 |
草酸水溶液 |
草酸:水(10g:100mL) |
不锈钢、 CrMnN、Ni7N、HK40、R45、C25Ni20等耐热钢焊接件 |
|
|
4 |
苦味酸盐酸酒精溶液 |
苦味酸:盐酸:酒精 |
高碳高铬耐磨材料堆焊层 |
.png)
黄铜+紫铜及银焊条 50X 腐蚀前
.jpg)
芯片焊点 长度测量 200X
.jpg)
316L不锈钢+镍基合金+银焊条 200X
*以上图片,未得许可不得转载,否则将追究法律责任。

 沪公网安备31011802005507号
沪公网安备31011802005507号

TOP
 400 099 7576
400 099 7576


 新闻
新闻
 服务
服务
 资料库
资料库





























 400 099 7576
400 099 7576
 400-099-7576
400-099-7576 021-34686739
021-34686739 021-34320902
021-34320902 13472638080 徐经理
13472638080 徐经理 中国 上海青浦 崧秋路299号3楼
中国 上海青浦 崧秋路299号3楼

