





1、切割
合金白口铸铁非常坚硬(HV6 0 0),无论其硬度如何,金刚切割轮均不适合切割白口铸铁,推荐使用立方氮化硼砂轮进行切割。切割带石墨的铸铁,根据需要切割的铸铁的硬度,推荐选择氧化铝切割片。对于大型切割而言,自动切割比手工切割更高效。


2、镶嵌
铸铁的镶嵌推荐使用热镶。对于柔软及中等硬度的铸铁,推荐使用UNIWARM通用热镶嵌树脂;对于较硬类型的铸铁,使用EDGWARM保边热镶嵌树脂更适宜。

.jpg)
保边热镶嵌树脂 Penetration-60全自动双工位热镶嵌机
3、磨抛
石墨材质柔软,要保持其实际形状及尺寸较困难。铁素体和/或奥氏体铸铁的基体较易出现变形与划痕。


较硬的白口铸铁及ADI铸铁可使用金刚石研磨盘(GD-Dia 220#)进行粗磨,使用金刚石精磨盘GD-Sof进行精磨。柔软及中等硬度的铸铁(带铁素体、奥氏体或珠光体基体)可使用碳化硅砂纸进行粗磨,使用金刚石精磨盘GD-Sof进行精磨。金刚石磨盘较之碳化硅砂纸更能保持样品平坦,而并不凸现石墨。
.jpg)


因抛光时,铸铁极易遭到氧化,因此推荐使用无水醇基金刚石悬浮液及酒精基的抛光润滑冷却液。
1、白口铸铁
|
磨抛步骤 |
粗磨 |
精磨 |
金刚石粗抛 |
金刚石精抛 |
金刚石终抛 |
|
|
1 |
表面 |
|||||
|
2 |
磨粒粒度 |
220# |
|
9μm |
3μm |
1μm |
|
3 |
抛光/润滑液 |
酒精、抛光润滑冷却液 |
酒精、抛光润滑冷却液 |
|||
|
4 |
压力 |
30N |
25N |
25N |
20N |
15N |
|
5 |
转速 |
300 |
300 |
150 |
150 |
150 |
|
6 |
时间 |
3 |
4 |
3 |
2~5 |
2~3 |
2、带石墨铸铁
|
磨抛步骤 |
粗磨 |
精磨 |
金刚石中抛 |
金刚石精抛 |
金刚石终抛 |
|
|
1 |
表面 |
|||||
|
2 |
磨粒粒度 |
400# |
|
3μm |
1μm |
0.05μm |
|
3 |
抛光/润滑液 |
水 |
水 |
|||
|
4 |
压力 |
30N |
25N |
25N |
20N |
15N |
|
5 |
转速 |
300 |
300 |
150 |
150 |
150 |
|
6 |
时间 |
2 |
4 |
3 |
2~5 |
2~3 |
以上推荐参数取自:自动磨抛机Smoothneer-6 上Ф250 mm 工作盘的Ф30 mm 的铸铁的金相制备方法。
带石墨的铸铁不适合电解抛光,因石墨会被电解液蚀掉。但是,如需要快速鉴别基体的微观结构,则可使用电解抛光及蚀刻
常用的铸铁浸蚀试剂如下:
|
铸铁常用的浸蚀剂组成、用途和使用说明 |
|
序号 |
组成 |
用途及使用说明 |
|
1 |
硝酸 0.5~6.0mL |
显示铸铁基体组织,浸蚀时间为数秒至 1 min。对于高弥散度组织,可用低浓度溶液浸蚀,减慢腐蚀速度,从而提高组织的清晰度 |
|
2 |
苦味酸 3~5g |
显示铸铁基体组织。腐蚀速度较缓慢,浸蚀时间为数秒至数分钟 |
|
3 |
氯化铜 1g |
显示铸铁共晶团界面,用脱脂棉蘸溶液均匀涂抹在试样的抛光表面,浸蚀速度较缓,效果好 |
|
4 |
氯化铜 3g |
显示铸铁共晶团界面,浸蚀速度较快 |
.jpg)

球墨铸铁 200X
.jpg)

球墨铸铁 50X
.jpg)
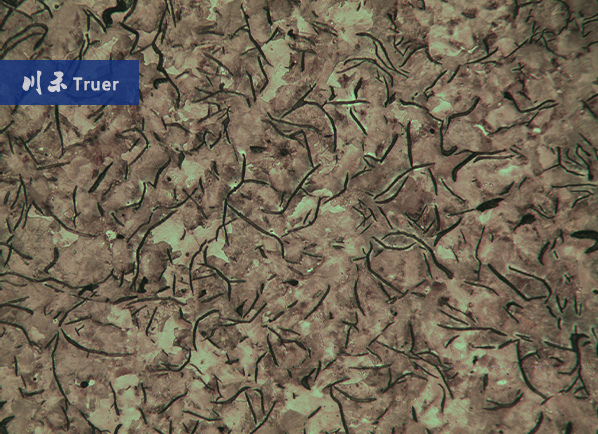
灰铸铁 腐蚀后 100X
*以上图片,未得许可不得转载,否则将追究法律责任。

 沪公网安备31011802005507号
沪公网安备31011802005507号

TOP
 400 099 7576
400 099 7576


 新闻
新闻
 服务
服务
 资料库
资料库





























 400 099 7576
400 099 7576
 400-099-7576
400-099-7576 021-34686739
021-34686739 021-34320902
021-34320902 13472638080 徐经理
13472638080 徐经理 中国 上海青浦 崧秋路299号3楼
中国 上海青浦 崧秋路299号3楼

