





热喷涂技术是利用热源将喷涂材料加热只溶化或半溶化状态,并以一定的速度喷射沉积到经过预处理的的基体形成涂层的方法,赋予基体表面特殊功能的目的。零件的整体强度由底基提供,而涂层 则使其表面质量得以显著提高,如耐 腐、耐磨、耐热等。 因此,热喷涂涂层技术广泛应用于航 空航天业和电力生产工业,如喷气发 动机、燃气轮机、压缩机、泵零部件的重新磨光等。
喷涂涂层的金相检查包括对孔隙度、氧化物与未熔颗粒含量、以及与底基的粘合性的 预测等。
制样中的要点:
1、切割
因试件夹持方式不恰当或使用较为粗糙的切割片,切割速度过快,而导致涂层裂纹产生,底基剥离。
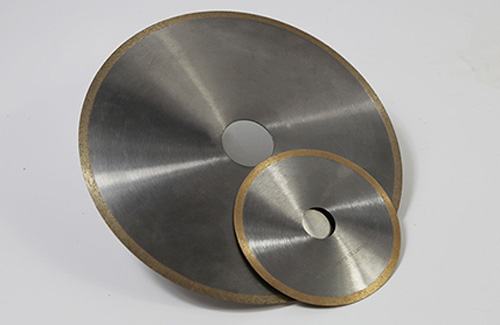
涂层很薄的情况下,我们通常根据底基材料选择切割砂轮。因为刚硬的切割片可能曳出涂层的脆性颗粒,建议最好使用带有松软粘合剂(软)。如陶瓷涂层非常厚且致密,可选择使用树脂粘合金刚石切割砂轮。当切割工件而不是试件(如用于失效分析的试件)时,确保将工件以如下方式夹入切割机器将非常重要,即:切割砂轮的切割方向是从涂层到底基,而不是从底基到涂层。因为涂层粘合剂主要是以机械方式粘合,由于砂轮的拉拽作用,可能从底基中剥离下来。特别是,对于易碎或薄的涂层,需首先通过使用冷镶嵌环氧树脂进行真空浸渍,然后,切割微型截面,并重新镶嵌以进行研磨抛光。这样,就可确保在切割过程中,对涂层的支撑作用最大。

2、镶嵌
因热喷涂材料涂层通常对压力敏感,所以建议用冷镶嵌。
一般而言,对于全部涂层,都建议使用环氧树脂(MC001/MC0011)进行真空浸渍。浸渍深度随着孔隙度与孔间内连程度的不同而不同。 多孔涂层相较于致密涂层更容易浸渍。


3、磨抛
喷涂涂层的金相检查包括对孔隙度、氧化物与未熔颗粒含量、以及与底基的粘合性的 预测等。如果研磨、抛光过程不正确将影响到真实孔隙度的评估,所以,自动制备试样获得可重复性的结果,是很有必要的。
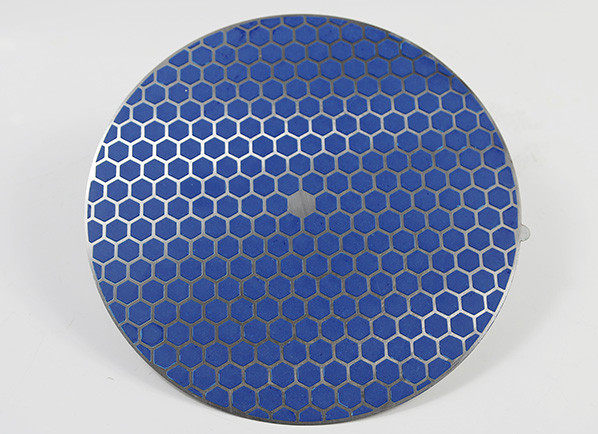
粗磨,尽可能使用均匀度好的精细砂纸以避免由于脆性涂层颗粒裂碎形成人为孔 隙。为了保持平整度,建议使用复合材料精磨盘上的金刚石进行精磨。
对于陶瓷涂层,建议使用GD-Har复合精磨盘;
对于金属涂层, 建议使用GD-Sof复合精磨盘。

使用回弹少的PCC醋酸布或者PCS真丝布完全抛光, 可保持试样的平整度,并确保去除沾污金属。 可使用1μm的金刚石或OS001-JP氧化铝精抛光液0.05 μm在橡胶布上进行金属涂层精抛光。不建议使用硅胶悬浮液SiS001-JP二氧化硅精抛光液0.04 μm对金属喷涂涂层进行抛光,因为这样会形成很多表面凹凸。但是,因为SiS001-JP二氧化硅精抛光液0.04 μm可形成结构的鲜明对比,所以适宜于陶瓷涂层的终抛光


OS001-JP氧化铝精抛光液0.05 SiS001-JP二氧化硅精抛光液0.04
磨抛步骤:
.jpg)
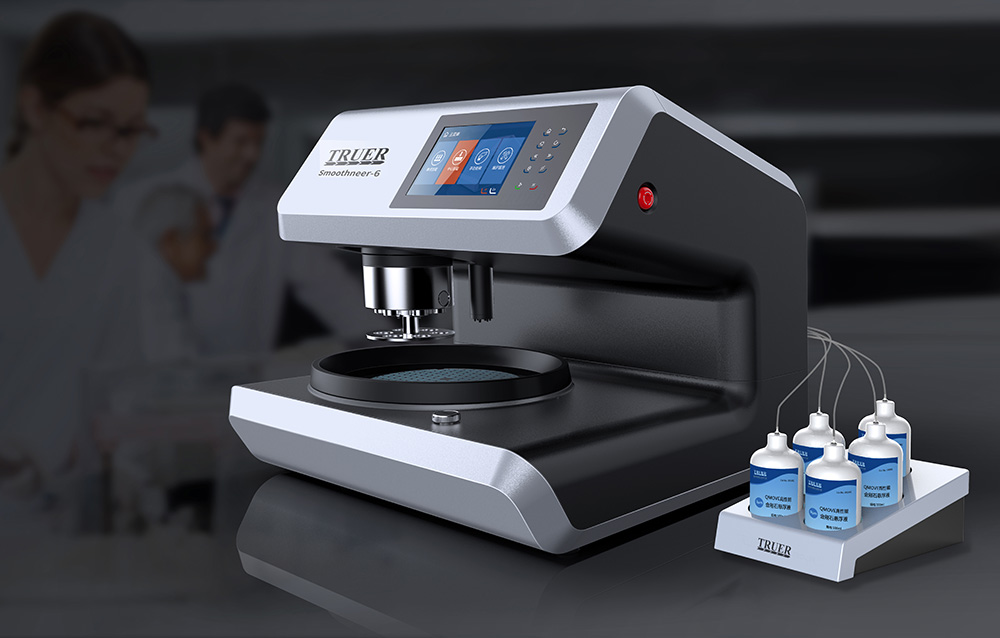
以上推荐参数取自:自动磨抛机Smoothneer-6 上Ф250 mm 工作盘的Ф30 mm 的氧化铝热喷涂涂层的制备方法。
.jpg)
.jpg)
.jpg)
镍基高温合金基材+镍钴合金(NiCo)底层+氧化锆陶瓷(ZrO2)热喷涂涂层

 沪公网安备31011802005507号
沪公网安备31011802005507号

TOP
 400 099 7576
400 099 7576


 新闻
新闻
 服务
服务
 资料库
资料库





























 400 099 7576
400 099 7576
 400-099-7576
400-099-7576 021-34686739
021-34686739 021-34320902
021-34320902 13472638080 徐经理
13472638080 徐经理 中国 上海青浦 崧秋路299号3楼
中国 上海青浦 崧秋路299号3楼

